Numerous adjustments were made to the nose landing gear retraction assembly, mainly because I was not happy with some clearances and travel limits of various parts. First, the rear surface of the over-center gas spring was rubbing on the sharp corner of the linkage bushing retainer plate. Easily fixed by grinding off the corners of the retainer plate. Next, the nose gear actuator cylinder was binding on its mounting brackets at about half-travel, putting undue torque on the bottom of the fuselage. The actuator assembly was removed from the interior of the keel, the brackets were trimmed to eliminate the interference, and the unit was replaced. Not easy to get to….
The lower hard point for mounting the gas spring was placed where the manual specified, but in this location the shock strut contacts the bottom of the gas spring when the nose landing gear is retracted. I decided to move the bottom gas strut mounting post aft by one inch. This necessitated extending the plywood hard point aft. The old hard point was cut in half and the aft half removed, and then a new plywood hard point was glued in with structural epoxy, filleted with cabo, and then covered with 2x BID. After this cured, the new hole and countersink for the gas strut post was drilled and the gas strut was installed. There was very little change in the over-center pressure (it was actually increased) after this modification, and now the nose landing gear can retract without mechanical interference all the way to the limits of the actuator cylinder.
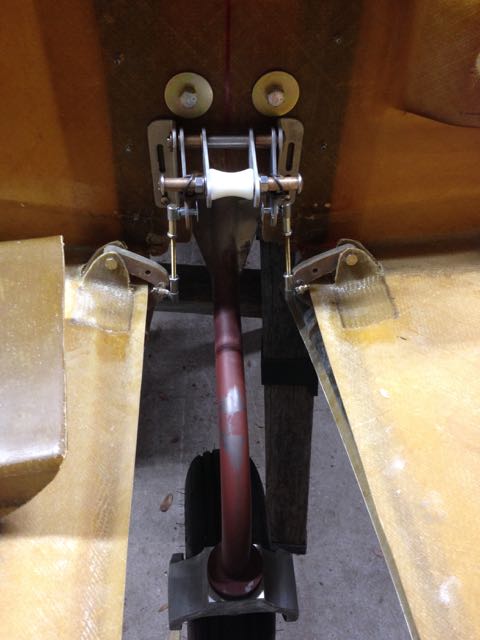
I also beefed up the nose landing gear over-center bracket attach points with 2″ aluminum hard points glassed in to the keel side wall. Just in case the actuator travel limits get out of adjustment, it will be harder for the hydraulic system to damage this part of the keel. Its only thin fiberglass, and looks like it needs reinforcing anyway.